دانلود pdf ریخته گری فلزات کمیاب و عالی
ریخته گری فلزات یکی از قدیمی ترین و بنیادی ترین روش ها برای شکل دهی به مواد است که شامل فرآیند انجماد و طبقه بندی های گوناگون آن می شود. این روش، قابلیت ها و مزایای فراوانی برای تولید قطعات پیچیده با اشکال مختلف ارائه می دهد و همواره مورد توجه صنایع گوناگون بوده است.
با وجود مزایای متعدد، ریخته گری معایبی نیز دارد که باید در نظر گرفته شود. قطعات متنوعی با این روش ساخته می شوند و مروری بر فناوری ریخته گری نشان دهنده گستردگی کاربرد آن است. قالب ریخته گری، که در دو نوع باز و بسته وجود دارد، اساس این فرآیند را تشکیل می دهد و دو دسته بزرگ فرآیندهای ریخته گری را از هم متمایز می کند.
در ریخته گری فلزات به روش ماسه ای، قالب ریخته گری در ماسه ساخته می شود که اجزای مشخصی دارد. برای شکل دادن حفره قالب، از ابزارهای خاصی استفاده می گردد. استفاده از ماهیچه در حفره قالب نیز برای ایجاد فضاهای داخلی یا سوراخ ها ضروری است و به پیچیدگی قطعه کمک می کند.
سیستم ورودی مذاب، وظیفه هدایت فلز مذاب به داخل قالب را بر عهده دارد. تغذیه یا رایزر، نقش حیاتی در جبران انقباض فلز حین انجماد ایفا می کند. ریختن مذاب فلزی به داخل قالب باید با دقت و تحت شرایط خاصی صورت گیرد که آنالیز مهندسی ذوب ریختن به بررسی این جنبه ها می پردازد.
نوع فایل: پی دی اف – 121 صفحه
فهرست مطالب:
- ریخته گری فلزات
- فرآیند انجماد
- طبقه بندی فرآیندهای انجماد
- ریخته گری
- قابلیتها و مزایای ریخته گری
- معایب ریخته گری
- قطعات ساخته شده در ریخته گری
- مروری بر تکنولوژی ریخته گری
- قالب ریخته گری
- قالبهای باز و بسته
- دو دسته بزرگ فرآیندهای ریخته گری
- قالب ریخته گری در ماسه
- اجزاء قالب ماسه ای
- شکل دادن حفره قالب
- استفاده از ماهیچه در حفره قالب
- سیستم ورودی مذاب
- تغذیه (Riser)
- ریختن مذاب فلزی
- آنالیز مهندسی ذوب ریختن
- محاسبه پارامترهای ریختن ذوب: مثال
- چرا اسپرو مخروطی است؟
- سیالیت
- انجماد فلزات
- انجماد: فلز خالص
- انجماد: بیشتر آلیاژها
- انجماد: آلیاژ یوتکتیک
- زمان انجماد و قانون کورینوف
- انقباض در حالت انجماد و سرد شدن
- انقباض (انتقال از حالت مذاب به جامد)
- انقباض مجاز
- انجماد جهت دار- طراحی بهینه
- انجماد جهت دار-استفاده از خنک کننده (chills)
- طراحی تغزیه
- فرآیندهای ریخته گری فلزات
- مروری بر ریخته گری درون ماسه
- مراحل ریخته گری در ماسه
- توالی تولید ریخته گری در ماسه
- ساختن قالب ماسه ای
- مدل
- انواع مدل
- نیروی رانش در طول پرشدن
- ماهیچه در قالب
- خواص مطلوب قالب
- ماسه های کارگاهی
- چسبهای مورد استفاده در ماسه کارگاهی
- انواع قالب ماسه ای
- روشهای دیگر ریخته گری در ماسه
- قالبگیری پوسته ای
- مزایا و معایب (قالبگیری پوسته ای)
- قالبگیری تحت خلا
- مزایا و معایب (قالبگیری تحت خلا)
- ریخته گری با فوم فدا شونده
- مزایا و معایب (ریخته گری با فوم فدا شونده)
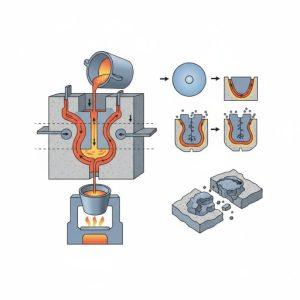
- ریخته گری دقیق
- مزایا و معایب (ریخته گری دقیق)
- ریخته گری در قالب پلاستر
- مزایا و معایب (ریخته گری در قالب پلاستر)
- ریخته گری در قالب سرامیکی
- ریخته گری در قالبهای دائمی
- ریخته گری ثقلی
- مزایا و معایب (ریخته گری ثقلی)
- انواع روشهای ریخته گری در قالب دائم: الف) ریخته گری کم فشار
- انواع روشهای ریخته گری در قالب دائم: ب) ریخته گری تحت خلاء
- دایکاست
- ماشینهای دایکاست
- ماشین دایکاست با محفظه گرم
- ماشین دایکاست با محفظه سرد
- جنس قالبهای دایکاست
- مزایا و محدودیتها (دایکاست)
- ریخته گری گریز از مرکز
- الف) ریخته گری گریز از مرکز صحیح
- سرعت چرخشی قالب
- مثال (سرعت چرخشی قالب)
- ریخته گری نیمه گریز از مرکز
- ج) ریخته گری گریز از مرکز (سانتریفیوژ)
- عیوب معمول: پرنشدن کامل قطعه
- عیوب معمول: انسداد سرد
- عیوب معمول: تاول سرد (Cold shot)
- عیوب معمول: انقباض حفره
- عیوب معمول در ریخته گری ماسه: پارگی داغ
- عیوب معمول در ریخته گری ماسه: حباب ماسه
- عیوب معمول در ریخته گری ماسه: سوراخهای پین شکل
- عیوب معمول در ریخته گری ماسه: نفوذ
- عیوب معمول در ریخته گری ماسه: جابجایی قالب
- عیوب معمول در ریخته گری ماسه: جابجایی ماهیچه
- عیوب معمول در ریخته گری ماسه: شستشوی ماسه
- عیوب معمول در ریخته گری ماسه: تاول (Scab)
- عیوب معمول در ریخته گری ماسه: ترک قالب
- فلزات ریختگی
- آلیاژهای ریختگی آهنی: چدن
- آلیاژهای ریختگی آهنی: فولاد
- آلیاژهای ریختگی غیر آهنی: آلومنیوم
- آلیاژهای ریختگی غیر آهنی: آلیاژهای مس
قیمت: 70/500 تومان
محاسبه پارامترهای ریختن ذوب، با مثال هایی قابل توضیح است تا به درک بهتر فرآیند کمک کند. اسپرو به دلیل ویژگی های خاص خود، غالباً به صورت مخروطی طراحی می شود. مفهوم سیالیت نیز اهمیت بسزایی در ریخته گری دارد؛ زیرا تعیین کننده قابلیت مذاب برای پر کردن کامل حفره قالب است.
مطالب مرتبط
- دانلود pdf ایمنی در ذوب و ریختهگری در 185 صفحه
انجماد فلزات فرآیندی پیچیده است که بسته به نوع فلز متفاوت عمل می کند. انجماد فلز خالص در یک دمای ثابت اتفاق می افتد. اما انجماد بیشتر آلیاژها و به خصوص آلیاژهای یوتکتیک، در بازه دمایی و با الگوهای خاصی صورت می پذیرد.
زمان انجماد قطعه از اهمیت بالایی برخوردار است که با قانون کورینوف قابل محاسبه و پیش بینی است. انقباض در حالت انجماد و سرد شدن، پدیده ای طبیعی در فلزات محسوب می شود. این انقباض، که در انتقال از حالت مذاب به جامد رخ می دهد، باید به طور مناسب مدیریت شود.
مدیریت انقباض نیازمند در نظر گرفتن انقباض مجاز و طراحی بهینه برای انجماد جهت دار است. انجماد جهت دار به منظور کنترل ساختار و خواص نهایی قطعه اهمیت دارد. برای دستیابی به انجماد جهت دار مطلوب، می توان از خنک کننده ها (چیلز) به طور موثر استفاده کرد.
طراحی تغذیه به منظور تامین مذاب لازم و جلوگیری از تشکیل حفره های انقباضی بسیار حیاتی است. این بخش از طراحی، به طور مستقیم بر کیفیت نهایی محصول تاثیر می گذارد. فرآیندهای ریخته گری فلزات بسیار متنوع هستند و هر کدام ویژگی های خاص خود را دارند.
مروری بر ریخته گری درون ماسه، یکی از پرکاربردترین روش ها، مراحل و توالی تولید خاص خود را دارد. ساختن قالب ماسه ای بخش اولیه و اساسی این فرآیند است. مدل ها نقش اصلی را در شکل دهی به قالب ایفا می کنند و انواع گوناگونی دارند.
نیروی رانش در طول پر شدن قالب، یک فاکتور مهم است که باید مد نظر قرار گیرد. ماهیچه در قالب نیز برای ایجاد فرم های داخلی استفاده می شود. خواص مطلوب قالب شامل مواردی چون استحکام، نفوذپذیری و مقاومت حرارتی است که ماسه های کارگاهی باید آن ها را داشته باشند.
برای افزایش استحکام ماسه های کارگاهی، چسب های خاصی مورد استفاده قرار می گیرند. انواع قالب ماسه ای بر اساس نوع ماسه و چسب متغیر هستند. روش های دیگر ریخته گری در ماسه نیز وجود دارد، از جمله قالب گیری پوسته ای و قالب گیری تحت خلا، که هر کدام مزایا و معایب خاص خود را دارند.
ریخته گری فلزات با فوم فدا شونده، روشی است که در آن از یک مدل فومی برای ایجاد قالب استفاده می شود. این روش نیز مانند سایر فرآیندها، دارای مزایا و معایب خاصی است. ریخته گری دقیق نیز یکی از روش های پیشرفته است که امکان تولید قطعات با تلرانس ابعادی بسیار کم و سطح تمام شده عالی را فراهم می کند و مزایا و معایب مخصوص به خود را دارد.
ریخته گری در قالب پلاستر نیز برای تولید قطعات با دقت بالا و جزئیات ظریف به کار می رود که البته مزایا و معایب آن باید بررسی شود. ریخته گری در قالب سرامیکی نیز ویژگی های مشابهی دارد. از سوی دیگر، ریخته گری در قالب های دائمی از دیگر روش های مهم است که شامل ریخته گری ثقلی می شود و هر کدام مزایا و معایب خود را دارند.
انواع روش های ریخته گری در قالب دائم شامل ریخته گری کم فشار و ریخته گری تحت خلا می شود. این روش ها برای تولید قطعات با کیفیت و تیراژ بالا مناسب هستند. هر یک از این فرآیندها، ویژگی های منحصر به فردی در کنترل مذاب و کیفیت محصول نهایی ارائه می دهند.
دایکاست، یکی از مهم ترین فرآیندهای ریخته گری در قالب های دائمی است که با استفاده از ماشین های دایکاست انجام می شود. این ماشین ها در دو نوع با محفظه گرم و محفظه سرد موجود هستند. جنس قالب های دایکاست نیز باید به گونه ای باشد که مقاومت حرارتی و استحکام کافی را داشته باشد تا بتواند فشار و دمای بالای مذاب را تحمل کند.
دایکاست مزایا و محدودیت های خاص خود را دارد که در انتخاب فرآیند باید مد نظر قرار گیرد. ریخته گری گریز از مرکز، روشی است که از نیروی گریز از مرکز برای پر کردن قالب استفاده می کند. این شامل ریخته گری گریز از مرکز صحیح و محاسبه سرعت چرخشی قالب می شود که با مثال هایی قابل درک است.
ریخته گری نیمه گریز از مرکز و ریخته گری گریز از مرکز (سانتریفیوژ) نیز از زیر شاخه های این روش هستند. در هر یک از فرآیندهای ریخته گری فلزات، ممکن است عیوبی بروز کند. عیوب معمول شامل پر نشدن کامل قطعه، انسداد سرد، تاول سرد (کلد شات) و انقباض حفره می باشد.
عیوب معمول در ریخته گری ماسه نیز تنوع زیادی دارند. از جمله این عیوب می توان به پارگی داغ، حباب ماسه، سوراخ های پین شکل و نفوذ اشاره کرد. جابجایی قالب، جابجایی ماهیچه، شستشوی ماسه، تاول (اسکب) و ترک قالب نیز از دیگر مشکلاتی هستند که در ریخته گری ماسه ای رایج اند.
فلزات ریختگی شامل دسته های مختلفی هستند. آلیاژهای ریختگی آهنی مانند چدن و فولاد به وفور در صنایع استفاده می شوند. آلیاژهای ریختگی غیر آهنی نیز شامل آلومینیوم و آلیاژهای مس هستند که هر کدام خواص و کاربردهای ویژه خود را دارند.